Zum Inhalt wechseln
Zum Inhalt wechseln 
Arten von Bohrkronen: Vollständiger Leitfaden zur Auswahl
Bohrer sind die unbesungenen Helden von Fertigungs-, Bau- und Heimwerkerprojekten. Die Wahl des falschen Typs kann zu kaputten Werkzeugen, beschädigten Materialien und kostspieligen Verzögerungen führen. In diesem Leitfaden werden mehr als 15 Bohrertypen, ihre industriellen Anwendungen und Profitipps zur Maximierung der Effizienz erläutert.
Inhalt
Was sind Bohrer?
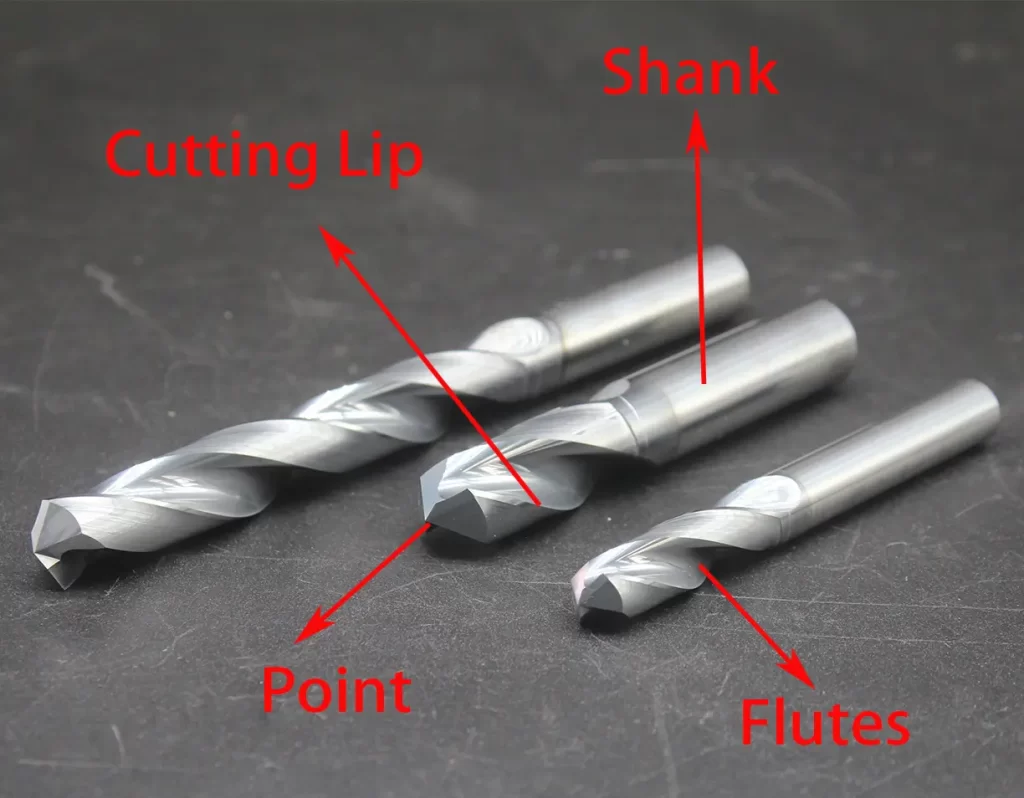
Bohrer sind Schneidwerkzeuge, die auf Bohrern oder Bohrmaschinen montiert sind. Sie erzeugen durch Rotation oder Schlag Löcher in Materialien und werden häufig in der Metall- und Holzbearbeitung, im Bauwesen und in der Elektronikfertigung eingesetzt. Obwohl es unterschiedliche Formen und Größen gibt, haben alle Bohrer die gleichen Grundbestandteile:
Schaft
Der Schaft ist der hintere Teil, der zur Fixierung in das Bohrfutter eingesetzt wird.
Flöten
Spiralförmige Rillen, die von der Schneide zum Schaft verlaufen. Sie entfernen die Späne während des Bohrens und lassen das Kühlmittel in den Schneidbereich gelangen, wodurch die Wärmeentwicklung reduziert wird.
Punkt
Die verjüngte Spitze des Bohrers, bestehend aus Schneidlippen und einer Meißelkante zum Zentrieren.
Schnittlippe
Die scharfe Schneide, die direkt mit dem Material in Berührung kommt und die Hauptschneidefunktion ausübt.
Die Unterschiede zwischen den Bohrern liegen vor allem in der Gestaltung der Schneidlippe, die die Materialkompatibilität bestimmt (z. B. eine geteilte Spitze für Metall oder eine Bohrerspitze für Holz). Das Design der Bohrer passt sich auch an die jeweiligen Werkzeuge an. So haben z. B. Steinbohrer für Hammerbohrer verstärkte Nuten, um die Vibrationen des Betons auszugleichen.
Wie wählt man den richtigen Bohrer aus?
Die Wahl des richtigen Bohrers beginnt mit der Definition Ihrer Anwendung. Während Allzweckbohrer für einfache Aufgaben geeignet sind, liefern Spezialbohrer bessere Ergebnisse für bestimmte Materialien und Lochtypen.
Das Material des Bohrers und die Beschichtung wirken sich direkt auf die Kompatibilität mit den Werkstoffen des Werkstücks aus:
Materialien für Bohrer:
- Kohlenstoffstahl
Hergestellt aus Standard-Kohlenstoffstahl. Am besten geeignet für weiche Materialien wie Kiefernholz oder dünne Kunststoffe bei Arbeiten mit geringer Intensität. - Hochgeschwindigkeitsstahl (HSS)
Enthält Wolfram (W), Molybdän (Mo), Chrom (Cr), und Vanadium (V). Bearbeitet Holz, Kunststoffe und weiche Metalle (z. B. Aluminiumbleche) bei mäßiger Geschwindigkeit. - Kobalt (5-8% Co)
Zusätzliches Kobalt erhöht die Hitzebeständigkeit und Verschleißfestigkeit. Ideal für Edelstahl, Titanlegierungen und andere widerstandsfähige Metalle - häufig in der Luft- und Raumfahrt oder in Kfz-Werkstätten. - Wolframkarbid
Mit einer Härte von HRA 90-94 (weit über HSS und Kobalt) bohrt es gehärtete Stähle, Keramik oder Glasfaserverbundwerkstoffe. Zerbrechlich, aber unübertroffen in der Abriebfestigkeit. - Hartmetallbestückt
Stahlkörper mit einer Hartmetallschneide. Ausgewogenes Verhältnis zwischen Haltbarkeit und Kosten - beliebt für die Großserienproduktion von Gusseisen oder legiertem Stahl. - Polykristalliner Diamant (PKD)
Synthetische Diamantkanten. Der „König der Nichteisenwerkstoffe“, perfekt für Graphit, Kohlefaser oder Kupfer-Aluminium-Legierungen in der Elektronikfertigung.
Bohrer-Beschichtungen:
- Titannitrid (TiN)
Die goldfarbene Schicht verringert Reibung und Verschleiß. Verlängert die Lebensdauer der Bohrer für Stahl- und Eisenbohrungen - z. B. in Autowerkstätten oder Metallwerkstätten. - Titanium Aluminum Nitride (TiAlN)
Violett-schwarze Beschichtung. Bessere Hitzebeständigkeit als TiN, geeignet für Hochgeschwindigkeitsbohrungen in Edelstahl (z. B. bei Küchenarmaturen). - CVD-Diamantbeschichtung
99% reine Diamantschicht. Höchste Härte, aber kostspielig. Reserviert für abrasive Verbundwerkstoffe wie kohlenstofffaserverstärkte Polymere (CFK). - Schwarzes Oxid
Kostengünstige Anti-Rost-Beschichtung. Geeignet für das Bohren von Kohlenstoffstahl, aber vermeiden Sie Aluminium - es kann zu Materialablagerungen und zum Verklemmen des Bohrers führen.
Sie haben vielleicht schon von PKD- und SDS-Bohrern gehört. Lassen Sie uns klären, was sie sind:
PKD-Bohrer
Hergestellt aus synthetischem Diamant, wie im Abschnitt über die Materialien erwähnt. Aufgrund der extremen Härte von Diamant werden diese Bohrer als „König der Nichteisenwerkstoffe“ bezeichnet. Sie eignen sich hervorragend zum Bohren von Verbundwerkstoffen (z. B. Kohlefaserplatten), Aluminiumlegierungen und Graphit, wie sie bei der Montage von Flugzeugrümpfen oder bei der Herstellung von EV-Batteriegehäusen verwendet werden.
SDS-Bohrer
Speziell für Hammerbohrer entwickelt. Ihre Schäfte verfügen über gerillte Verriegelungsmechanismen, die eine schnelle Installation und effiziente Übertragung der Schlagenergie ermöglichen. Sie werden in erster Linie zum Bohren in Beton, Mauerwerk oder Steinmauerwerk verwendet - denken Sie an Bauarbeiter, die Anker in Hochhäusern installieren, oder an Renovierer, die tragende Wände durchbrechen.
Arten von Bohrkronen
Für Bohrarbeiten sind verschiedene Bohrkronentypen erforderlich. Wir werden sie unter drei Gesichtspunkten analysieren: materialspezifische Anwendungen, spezielle Ausführungen und Schafttypen.
Materialspezifische Auswahlhilfe
Die Wahl des richtigen Bohrers beginnt mit dem Werkstoff des Werkstücks, der die Beschichtung, die Zusammensetzung und die Schneidengeometrie bestimmt. Gemeinsame Kategorien:

Bohrer für Mauerwerk
Für Beton, Ziegel oder Stein: Verwenden Sie hartmetallbestückte Mauerwerksbits oder SDS-Plus-Bits für Bohrhämmer. Diese kombinieren HSS-Körper mit Wolframkarbid-Schneiden, um Risse zu verhindern, Lärm/Staub zu reduzieren und Stößen standzuhalten - wichtig für das Bohren von Ankerlöchern in Grundmauern oder die Installation von HLK-Systeme.

Bohrer für Metall
Passen Sie die Härte des Bits an das Metall an:
HSS-Bohrer bearbeiten weiche Metalle (z. B. Aluminiumbleche in Karosseriewerkstätten).
Kobaltmeißel (5-8% Co) greifen Edelstahlrohre oder Hydraulikfittings an.
Wolframkarbid-Bohrer gehärtete Stähle (z. B. Werkzeugstempel).
Beschichtungen wie TiN oder TiAlN verlängern die Lebensdauer in Umgebungen mit hoher Hitzeentwicklung, wie z. B. in CNC-Bearbeitungszentren, die rund um die Uhr laufen.

Bohrer für Fliesen und Glas
Diamantförmige Wolframkarbidspitzen mit Führungsspitzen zur Vermeidung von Abrutschen. Niedrige Drehzahlen ohne Hammerwirkung - ideal für die Installation von Fliesen im Badezimmer oder das Bohren von Aquarienglas. Profi-Tipp: Ein Standard-Mauerbohrer kann bei Keramik funktionieren, wenn Sie vorsichtig sind, aber erwarten Sie einen langsameren Fortschritt.

Bohrer für Holz
Entwickelt für saubere Löcher mit minimaler Absplitterung:
Drehmeißel (bis zu 20 mm) für dicke Hölzer im Möbelbau.
Spatenbits (13 mm+) für grobe Zimmermannsarbeiten wie den Bau von Terrassen.
Forstnerbohrer erzeugen Löcher mit flachem Boden für verdeckte Schrankscharniere.
Dübelbits sorgen für Präzision in Tischlereien.

Bohrer für Nichteisenmetalle und Verbundwerkstoffe
Für Kohlefaser (CFRP), Glasfaser (GFRP) oder Graphit:
PKD-Bohrer mit synthetischen Diamantkanten verhindern Delaminationen bei der Montage von Tragflächen in der Luft- und Raumfahrt.
CVD-beschichtete Meißel bearbeiten abrasive Verbundwerkstoffe bei der Herstellung von Windturbinenblättern.
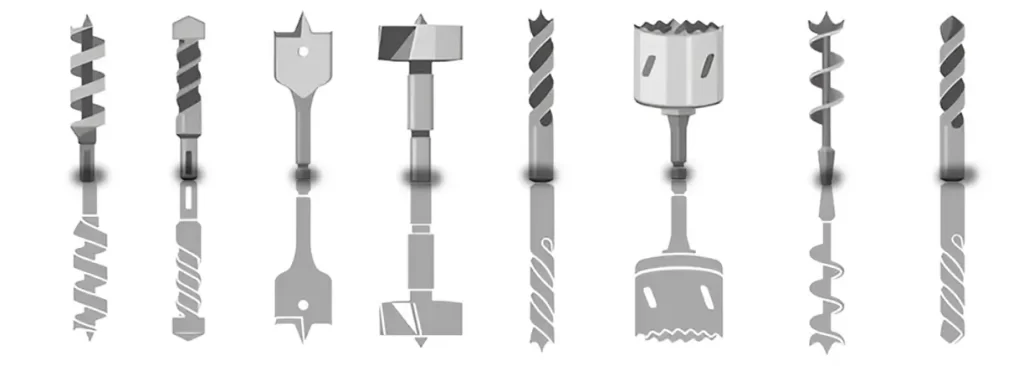
Erläuterung der Bohrer-Typen
Bohrer können auch nach ihren Funktionen oder Anwendungen für die Herstellung von Löchern eingeteilt werden. Jeder Typ eignet sich in der Regel für bestimmte Materialien. Zu den gängigsten Typen gehören:
Schneckenbohrer
Zum Bohren tiefer Löcher in dickes Holz, Balken oder Stämme. Im Vergleich zu Standard-Holzbohrern haben die Schneckenbohrer einen längeren Körper mit tiefen Spiralnuten für eine effiziente Spanabfuhr. Die selbstzuführende Schraubenspitze sorgt für eine gleichmäßige Ausrichtung der Bohrung - perfekt für Holzrahmenbau- oder Schiffsbauarbeiten, die Präzision in dichtem Holz erfordern.

Brad-Point-Bohrer
Entwickelt für präzise Holzbearbeitung. Die Spitze verhindert ein Abrutschen, während die beiden Spannuten die Späne gleichmäßig abtragen. Einige Modelle verfügen über einen Tiefenanschlag (z. B. für wiederholte Regalstiftbohrungen im Möbelbau). Ideal zum Bohren von Dübellöchern in Möbelwerkstätten.

Versenkbare Bohrer
Erzeugt bündigen Schraubensitz durch Bohren konischer Vertiefungen. Entfernt Grate in Holz, Metall oder Kunststoff. Die PKD-Senker von SUNDI bewältigen abrasive Verbundwerkstoffe wie Kohlefaser-Flugzeugplatten ohne Kantenausbrüche.

Flache Bohrer
Bohren Sie große Löcher (13mm+) in Holz. Der flache Kopf mit Mittelsporn sorgt für präzise Ansatzpunkte. Einfaches Design, kostengünstig für grobe Tischlerarbeiten (z. B. Türschlossinstallationen auf Baustellen).

Forstnerbohrer
Spezialisiert für Löcher mit flachem Boden in Schränken. Die umlaufende Schneidekante minimiert das Ausreißen, während der Mittelsporn für saubere Schnitte sorgt. Unverzichtbar für die verdeckte Scharniermontage in der Küchenmöbelfertigung.

Scharnier-Bohrer
Ähnlich wie Forstner-Bits, aber optimiert für die Ausrichtung von Scharnieren. Stellt sicher, dass die Schraubenlöcher zentriert bleiben - wichtig für die Installation von Türbeschlägen, um Ausrichtungsfehler bei hochwertigen Tischlerarbeiten zu vermeiden.

HSS-Bohrer
Hergestellt aus Schnellarbeitsstahl (HSS). Bearbeitet Holz, Kunststoffe und weiche Metalle (z. B. Kupferrohre). Erschwinglich und vielseitig - Aufrüstung mit TiN/TiAlN-Beschichtungen für eine längere Lebensdauer bei Heimwerkerprojekten

Einsteckbohrer
Für quadratische/rechteckige Zapfenlöcher in der Holzbearbeitung. Kombiniert einen inneren Bohrer und einen äußeren Meißel, wofür eine Stemmmaschine erforderlich ist. Wichtig für traditionelle Tischlerarbeiten, wie z. B. die Montage von Tischbeinen in Holzwerkstätten.

Tieflochbohrer(Kanonenbohrer)
Spezialisiert für Tieflochbohrungen (Verhältnis Tiefe/Durchmesser ≥10:1), z. B. für Hydraulikventilgehäuse oder Kühlkanäle in Formen. Seine schlanke Stangenstruktur mit inneren Kühlkanälen ermöglicht stabile Bohrungen mit einer Tiefe von mehr als 1 Meter und erzielt glatte Oberflächen (Ra ≤1,6μm), die für Kraftstoffeinspritzsysteme in der Luft- und Raumfahrt oder die Herstellung von Hydraulikzylindern entscheidend sind.

Bohren mit Wendeschneidplatten
Designed for heavy-duty cutting and large-diameter holes (typically ≥12mm), such as flange holes or shaft components. Features a short, rigid body with replaceable carbide inserts. The U-shaped insert pocket allows quick blade changes, making it adaptable for through-holes, blind holes, and cost-effective bulk machining (e.g., batch processing engine blocks in automotive plants).

Stufen-Bohrer
Konisches Stufendesign für mehrere Lochgrößen in einem Bit. Ideal für dünne Metalle (z. B. Elektrogehäuse) oder PVC-Rohre - Installateure verwenden diese Werkzeuge, um den Lochdurchmesser vor Ort schnell anzupassen.
Erläuterung der Bohrerschaftstypen
Der Schafttyp eines Bohrers muss zum Bohrfutter passen, damit er sicher funktioniert. Nachfolgend sind gängige Schaftausführungen aufgeführt:

Sechskant-Schaft
Verfügt über eine sechseckige Form, die fest in den Spannfuttern einrastet und das Abrutschen minimiert. Wird in erster Linie mit elektrischen Hammerschraubern oder Schlagschraubern für Anwendungen mit hohem Drehmoment verwendet.

SDS-Schaft
Speziell für Bohrhämmer und Bohrmaschinen entwickelt. Anstatt sich auf die Spannkraft des Bohrfutters zu verlassen, nutzt es Rillen, um im Werkzeug zu verriegeln. Ideal für schweres Bohren in Beton oder Mauerwerk.

Geradschaftig
Der gebräuchlichste Typ mit einer zylindrischen Form. Erfordert ein Spannfutter oder eine Spannzange zur Befestigung. Vielseitig einsetzbar in Akkubohrmaschinen, Tischbohrmaschinen, CNC-Maschinen und Fräsmaschinen.

Gewindeschaft
Ausgestattet mit Gewinden zum manuellen Festziehen. Macht ein herkömmliches Spannfutter überflüssig und eignet sich daher für enge Räume und Bohrungen mit hohem Drehmoment, bei denen Schlupf vermieden werden muss (z. B. Metallverarbeitung oder Autoreparatur).
Erklärte Bohrerwinkel
Der Winkel eines Bohrers wirkt sich direkt auf die Effizienz des Bohrens und seine Eignung für verschiedene Materialien aus. Bohrer haben hauptsächlich zwei gängige Spitzenwinkel: 118° und 135°.
Ein 118°-Bohrer ist der Standardwinkel, der sich für allgemeine Bohrungen in Metallen (z. B. Baustahl), Holz und Kunststoffen eignet.
Ein 135°-Bohrer eignet sich besser für härtere Materialien wie rostfreien Stahl, gehärteten Stahl, hochfeste Legierungen und Titanium-Legierungen.
Metallbohrer können auch andere Winkel haben (z. B. 80°, 90°, 120°, 140°). Kleinere Bohrspitzenwinkel (z. B. 80°-90°) sind schärfer und eignen sich gut für weichere Materialien, während größere Winkel (z. B. 135°-140°) für härtere Materialien haltbarer sind. Größere Winkel erhöhen jedoch den Schneidwiderstand, da die flachere Spitze die Schärfe verringert.
Schlussfolgerung
Die Wahl des richtigen Bohrers ist sowohl für die Materialverträglichkeit als auch für die Betriebseffizienz entscheidend. Bei der Arbeit mit gehärtetem Stahl beispielsweise ist ein kobaltbeschichteter Bohrer wesentlich verschleißfester als Standardoptionen, was die Lebensdauer des Werkzeugs direkt verlängert. Die Ingenieure von SUNDI sind darauf spezialisiert, Bohrergeometrien auf spezielle Anwendungen abzustimmen, egal ob es sich um Titan für die Luft- und Raumfahrt oder die Holzbearbeitung in großen Stückzahlen handelt. Fallstudien zeigen, dass Kunden nach der Einführung unserer maßgeschneiderten Lösungen ihre Werkzeugwechselkosten um 22 % senken konnten. Wenden Sie sich für ein kostenloses Beratungsgespräch an unser technisches Team, um Ihre spezifischen Bearbeitungsherausforderungen zu besprechen.
FAQ
F1: Kann ich einen Holzbohrer für Metall verwenden?
Holzmeißeln fehlt der Schrägungswinkel und die Härte für Metall. Wenn Sie dies versuchen, wird die Schneide sofort stumpf.
F2: Warum überhitzen Bits in CNC-Maschinen?
Ursache: Falsche Drehzahl (zu hoch) oder schlechter Kühlmitteldurchfluss.
Lösung: Verwenden Sie diese Formel: RPM = (Schnittgeschwindigkeit x 318)/Bohrerdurchmesser.
F3: Sollte ich einen PKD-Bohrer oder einen CVD-beschichteten Bohrer verwenden?
A: Wählen Sie nach Ihrem Material und Ihren Prioritäten:
Wählen Sie CVD-beschichtete Bohrer, wenn:
Bohren von Verbundwerkstoffen (z. B. Teile für die Luft- und Raumfahrt) zur Vermeidung von Delamination am Bohrlochausgang.
Priorisierung von Projekten mit geringeren Vorlaufkosten oder kurzfristigen Projekten.
Wählen Sie PKD-Bohrer, wenn:
Bohren von Metall-Verbundstapeln (z. B. CFK + Aluminium) mit metallischen Ausgangsschichten.
Sie benötigen längere Standzeiten, eine stabile Lochqualität bei hohen Stückzahlen oder wiederverwendbare Werkzeuge.
Schnelle Regel:
Anti-Delamination → CVD | Dauerhaftigkeit/Metallstapel → PKD.